Чтобы получить коммерческое предложение
Пожалуйста, заполните форму и наш менеджер свяжется с Вами в течение 24 часов.
Надеемся на взаимовыгодное сотрудничество!
 Главная
ГлавнаяСварочные роботы
Промышленные роботы CRP широко используются в различных сварочных процессах: MIG/MAG, TIG, контактная сварка, сварка под флюсом.
Для обеспечения эффективных сварочных работ наша компания комплектует сварочные роботы CRP надежными инверторными источниками всемирно известных производителей.
Для обеспечения эффективных сварочных работ наша компания комплектует сварочные роботы CRP надежными инверторными источниками всемирно известных производителей.
MIG/MAG сварка
TIG сварка
Сварочные источники для роботов
Для MIG сварки используются сварочные источники компании MEGMEET:
- EHAVE CM350 (воздушное охлаждение, 350А)
- EHAVE CM500 (водяное охлаждение, 500А)
- ARTSEN PLUS 350D (воздушное охлаждение, 350А)
- ARTSEN PM400FR (воздушное охлаждение, 350А)
- ARTSEN PM500FR (водяное охлаждение, 500А)
- ARTSEN PM400NR (воздушное охлаждение, 350А)
- ARTSEN PM500NR (водяное охлаждение, 500А)
- ARTSEN PLUS 400QR (водяное охлаждение, 500А)
- ARTSEN PLUS 500QR (водяное охлаждение, 500А)
Для TIG сварки используются сварочные источники компании BINGO:
- WSM-400R (водяное охлаждение, 500А)
- WSME-315R (водяное охлаждение, 500А)
- WSME-500R (водяное охлаждение, 500А)
Как работает робот- манипулятор для сварки
Система управления каждого сварочного робота-манипулятора CRP оснащена пакетом специализированного ПО для роботизированной сварки
Аналоговое/Цифровое управление
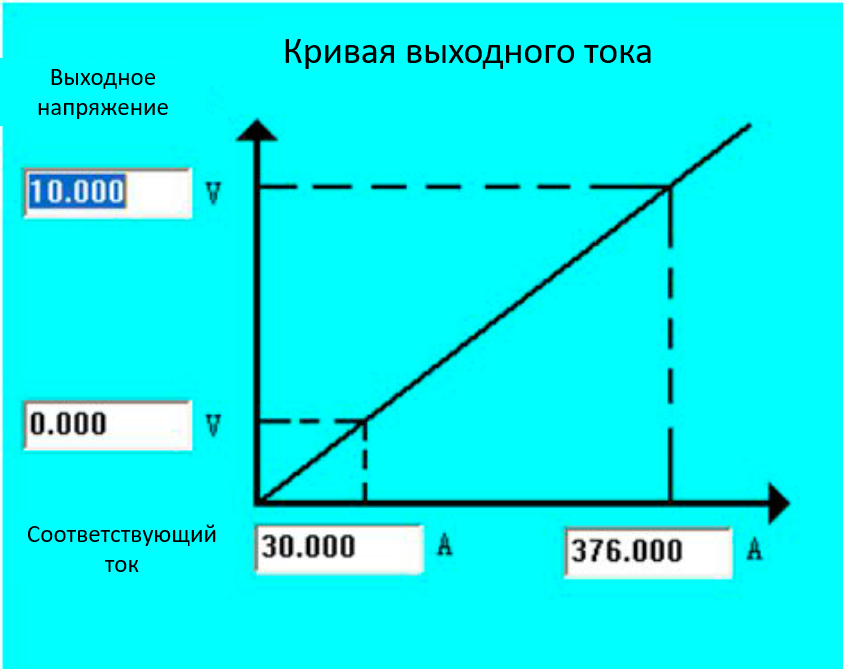
Аналоговое управление: система управления сварочным аппаратом позволяет зажигать дугу, регулировать ток, напряжение, подачу газа
Данный протокол соответствует большинству аналоговых интерфейсов сварочных аппаратов, предназначенных для внешнего управления посредством аналоговых сигналов.
Данный протокол соответствует большинству аналоговых интерфейсов сварочных аппаратов, предназначенных для внешнего управления посредством аналоговых сигналов.
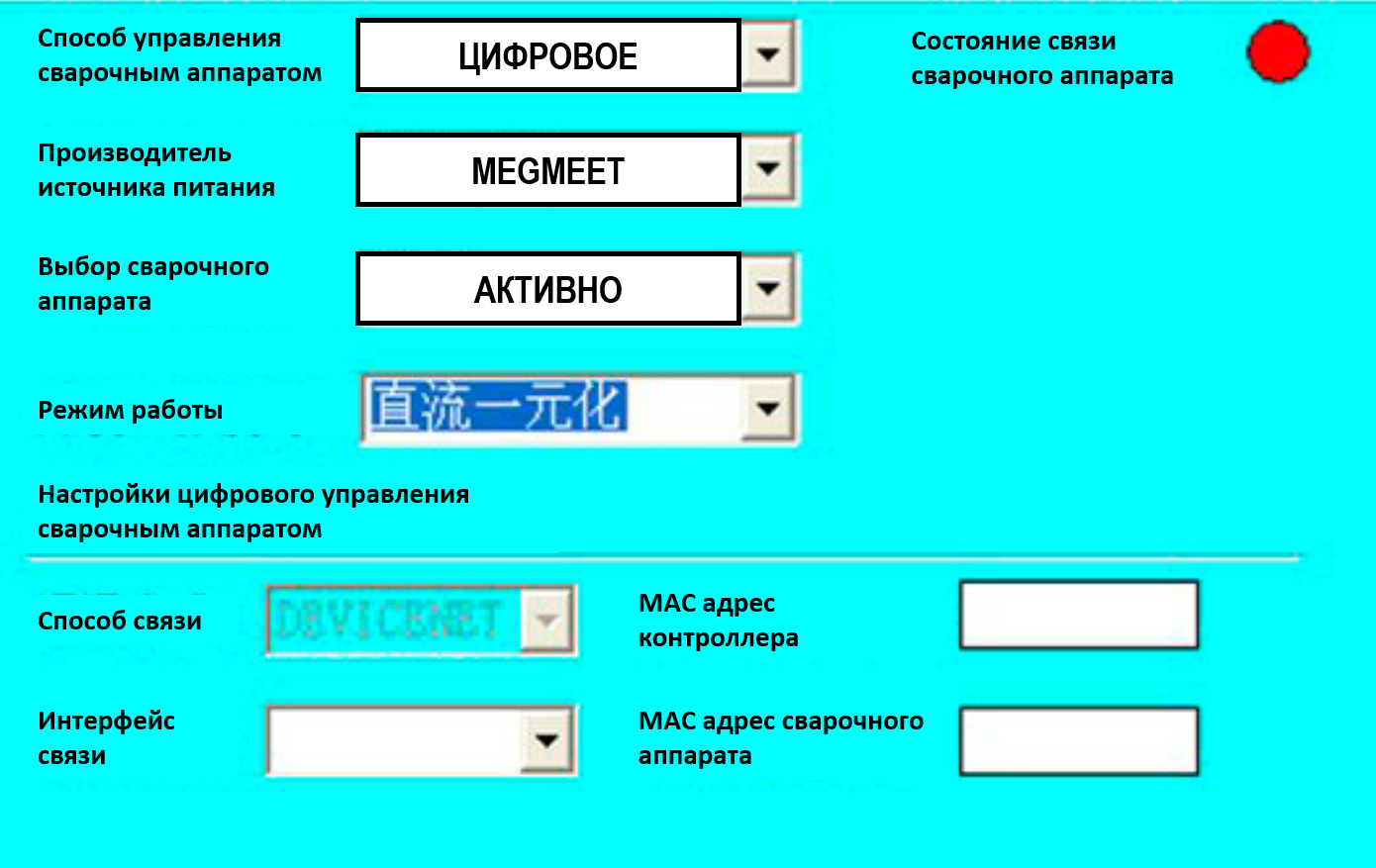
Цифровое управление: система управления может контролировать ток, напряжение, подачу проволоки, газа, параметры поджига дуги, заварки кратера, осуществлять поиск сварного соединения посредством контура обратной связи. Простое подключение и устойчивость к помехам. Цифровой интерфейс подходит для управление сварочным оборудованием компаний MEGMEET/AOTAI.
Скорость сварки и регулировка скорости
Скорость сварочного процесса: в инструкции движения робота задавайте скорость движения в процессе сварки, выбирая линейную скорость (мм/с) или номинальную скорость во время движений перемещения (%)
Ручная подача проволоки
Интерфейс робота обладает кнопками ручной подачи проволоки, что упрощает процедуру ее заправки и процесс программирования.
Подача газа

На пульте робота расположена кнопка подачи газа, что дает возможность легко осуществить контроль его наличия.
Регулирование подачи газа
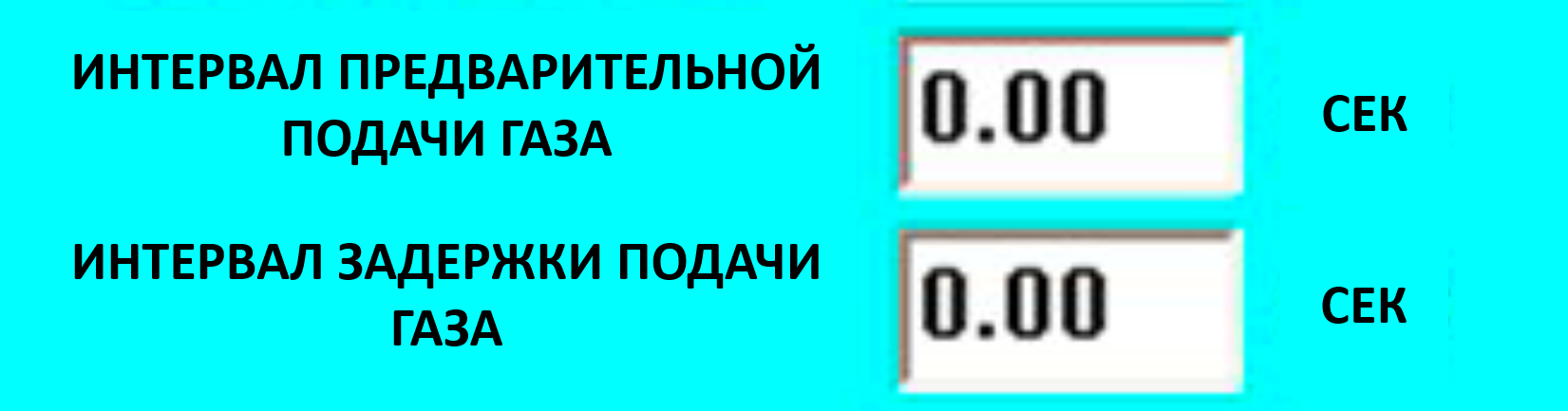
Регулирование подачи газа с помощью интервалов позволяет осуществлять
предварительную подачу газа перед и продолжение подачи газа после окончания процесса сварки. Подача газа перед началом сварки облегчает запуск дуги и снижает разбрызгивание. Подача газа после позволяет защитить сварочную ванну во время ее охлаждения.
предварительную подачу газа перед и продолжение подачи газа после окончания процесса сварки. Подача газа перед началом сварки облегчает запуск дуги и снижает разбрызгивание. Подача газа после позволяет защитить сварочную ванну во время ее охлаждения.
Режим симуляции сварки

На пульте обучения есть кнопка режима отладки сварки, которую можно использовать для проверки программы или сварки выборочных швов. После активации функции движения
выполняются в соответствии с фактической сварочной траекторией, но не зажигается дуга, не подается проволока и защитный газ. Скорость совпадает с фактическим процессом сварки.
выполняются в соответствии с фактической сварочной траекторией, но не зажигается дуга, не подается проволока и защитный газ. Скорость совпадает с фактическим процессом сварки.
Контроль сварочной дуги
При обрыве дуги во время процесса сварки, система остановит робота и выдаст сигнал об ошибке.
Сохранение точки обрыва дуги
Если в процессе сварки происходит обрыв дуги, робот запомнит данную точку, после проверки оператором причин обрыва и их устранения робот запустит программу с той же строки, и продолжит процесс сварки с того же места. Точка разрыва дуги будет удалена после сброса программы или возобновления процесса сварки.
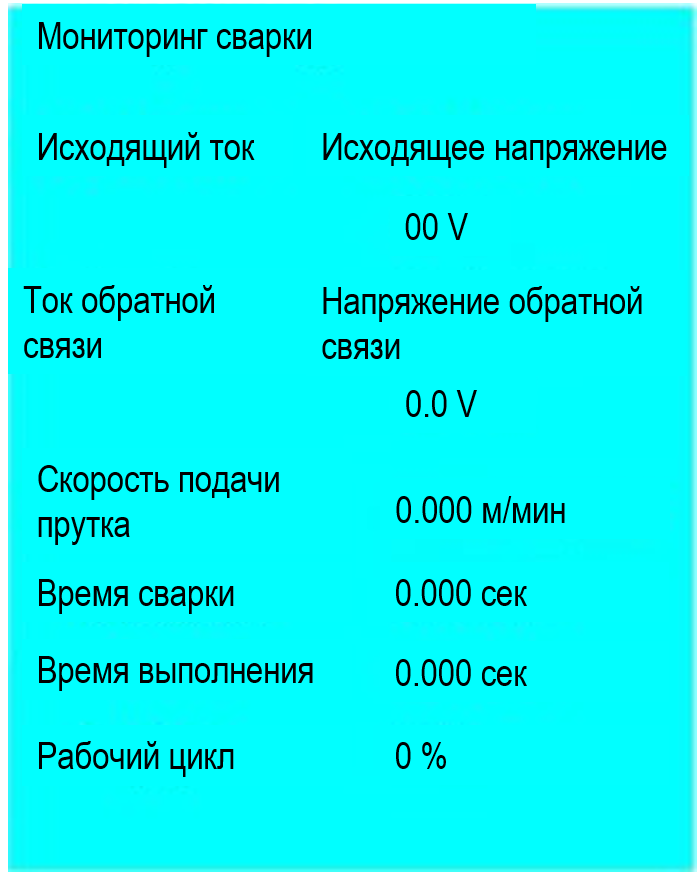
Мониторинг сварочного процесса
Мониторинг в режиме реального времени может отображать: ток, напряжение, время сварки, время выполнения программы.
Это удобно для анализа и оптимизации программы.
Это удобно для анализа и оптимизации программы.
Функция защиты горелки от столкновений
Роботы CRP оснащены функцией защиты сварочной горелки от столкновений с деталью и элементами оснастки. Это помогает сохранить ее целостность и геометрию, а так же предотвратить повреждение самого манипулятора. Для реализации данной функции блок сварочной горелки оснащен подвижным шарниром и датчиками его положения. При отклонении шарнира от нормального положения, происходит исчезновение соответствующего программного сигнала, что приводит к остановке робота. Данная функция позволяет надежно защитить горелку и робота от повреждений.
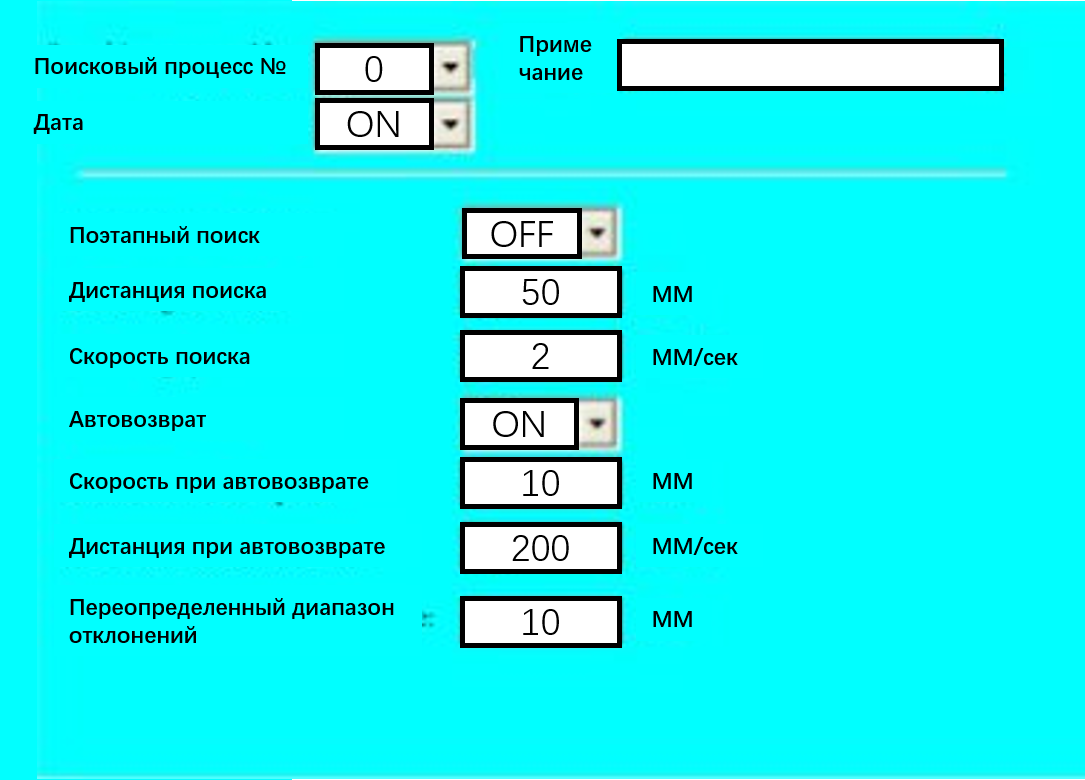
Поиск заготовки датчиком оптического слежения
Поиск сварного соединения возможно осуществлять посредством датчика оптического слежения за швом. Поиск осуществляется посредством лазерного луча, который сканирует текущее положение соединения. Робот сравнивает текущее положение с записанным положением эталонного шва.
При обнаружении отклонений в позициях, робот соответствующим образом корректирует сварочную траекторию.
При обнаружении отклонений в позициях, робот соответствующим образом корректирует сварочную траекторию.
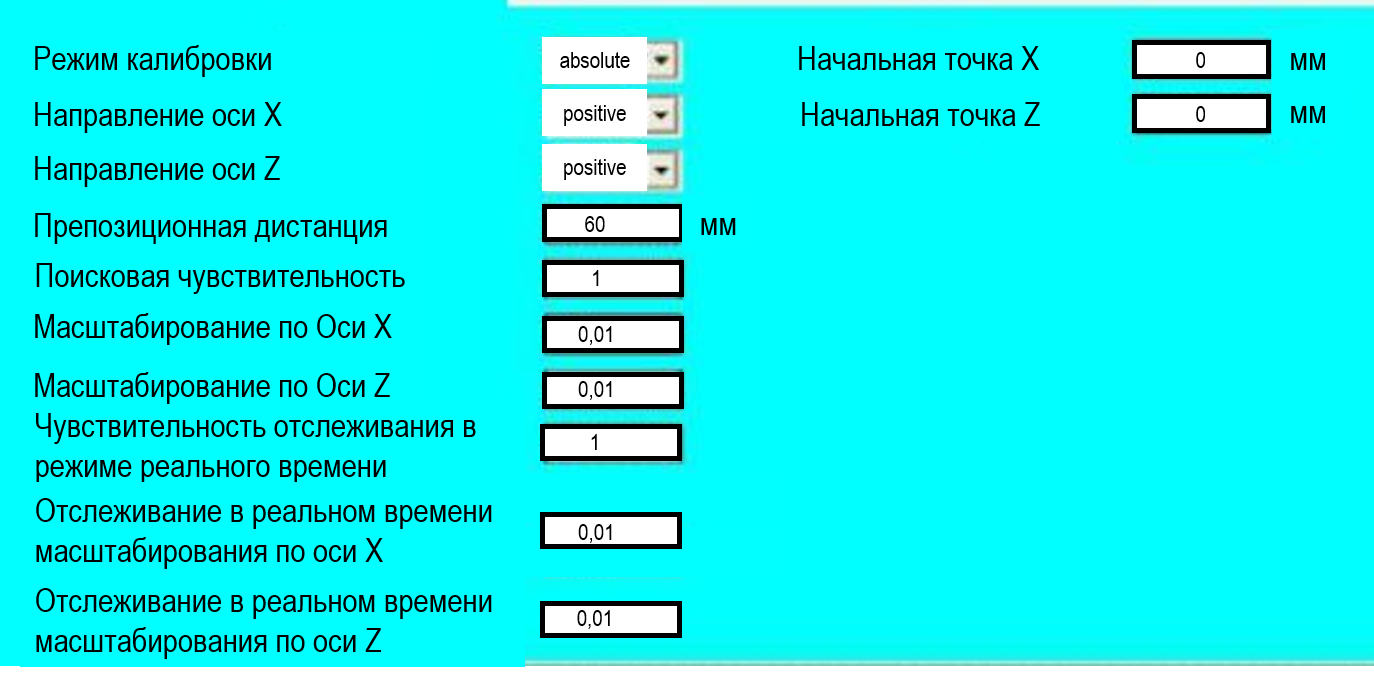
Поиск касанием (интегральный поиск)
Поиск положения заготовки касанием осуществляется, используя сварочный контур в качестве инструмента. На робота заведен соответствующий цифровой сигнал, свидетельствующий о замыкании данного контура. Сварочный аппарат подает напряжение на положительный электрод сварочной горелки (проволоку). В момент касания сварочной проволокой заготовки (отрицательного электрода), робот получает соответствующий сигнал.
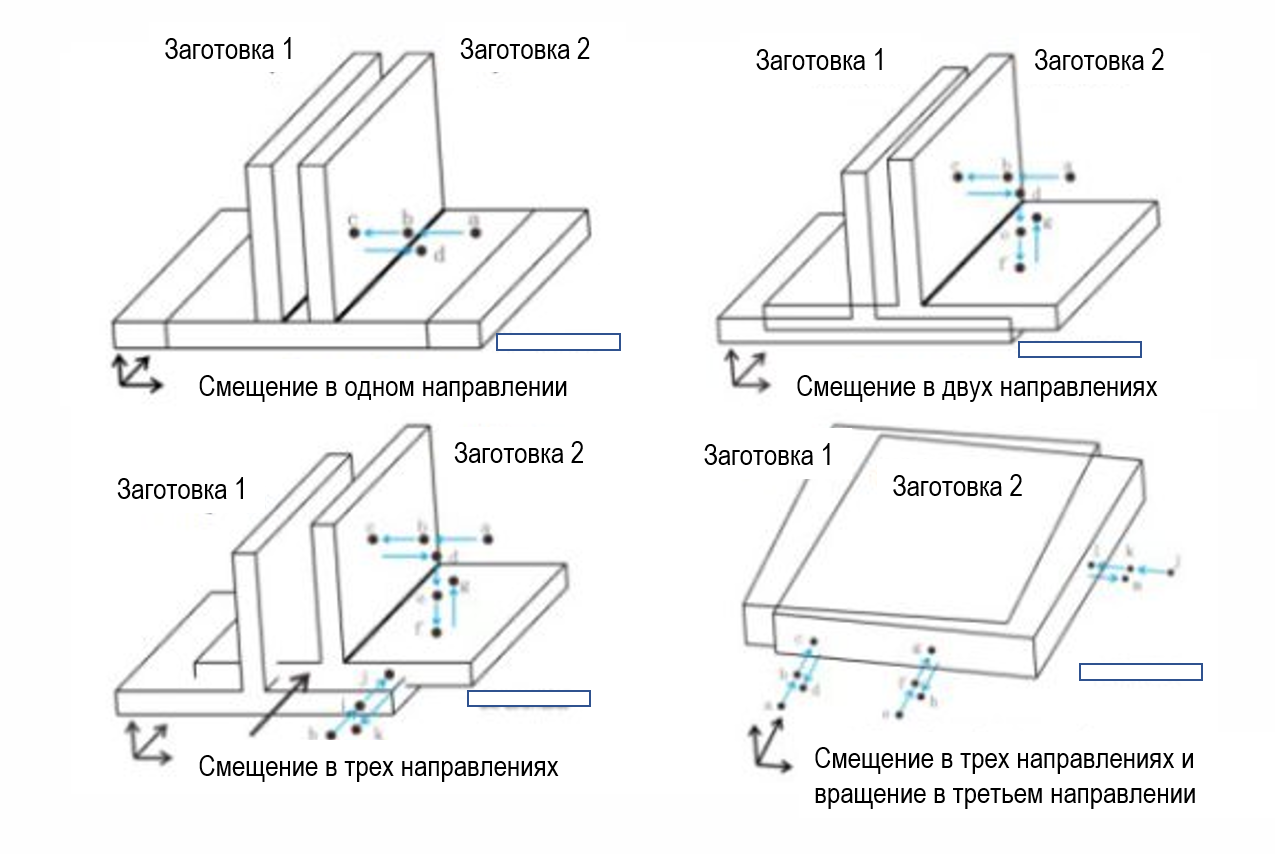
На практике процесс поиска осуществляется следующим образом. Сначала происходит настройка данной функции путем калибровки на эталонном изделии. Робот производит ощупывание детали и при ее касании записывает положение ее опорных точек (настройка эталонной детали производится единожды). Далее, происходит установка последующих заготовок, перед процессом сварки каждой из них производится ощупывание и запись текущих координат опорных точек. Далее происходит сравнение текущих положений с эталонными, вычисляется разница в координатах и в управляющую программу вносится соответствующий сдвиг. Корректировка положений может производиться как в одной, так и в нескольких плоскостях (1D, 2D, 3D, 2D +, 3D +).
На практике процесс поиска осуществляется следующим образом. Сначала происходит настройка данной функции путем калибровки на эталонном изделии. Робот производит ощупывание детали и при ее касании записывает положение ее опорных точек (настройка эталонной детали производится единожды). Далее, происходит установка последующих заготовок, перед процессом сварки каждой из них производится ощупывание и запись текущих координат опорных точек. Далее происходит сравнение текущих положений с эталонными, вычисляется разница в координатах и в управляющую программу вносится соответствующий сдвиг. Корректировка положений может производиться как в одной, так и в нескольких плоскостях (1D, 2D, 3D, 2D +, 3D +).
Сварочные режимы
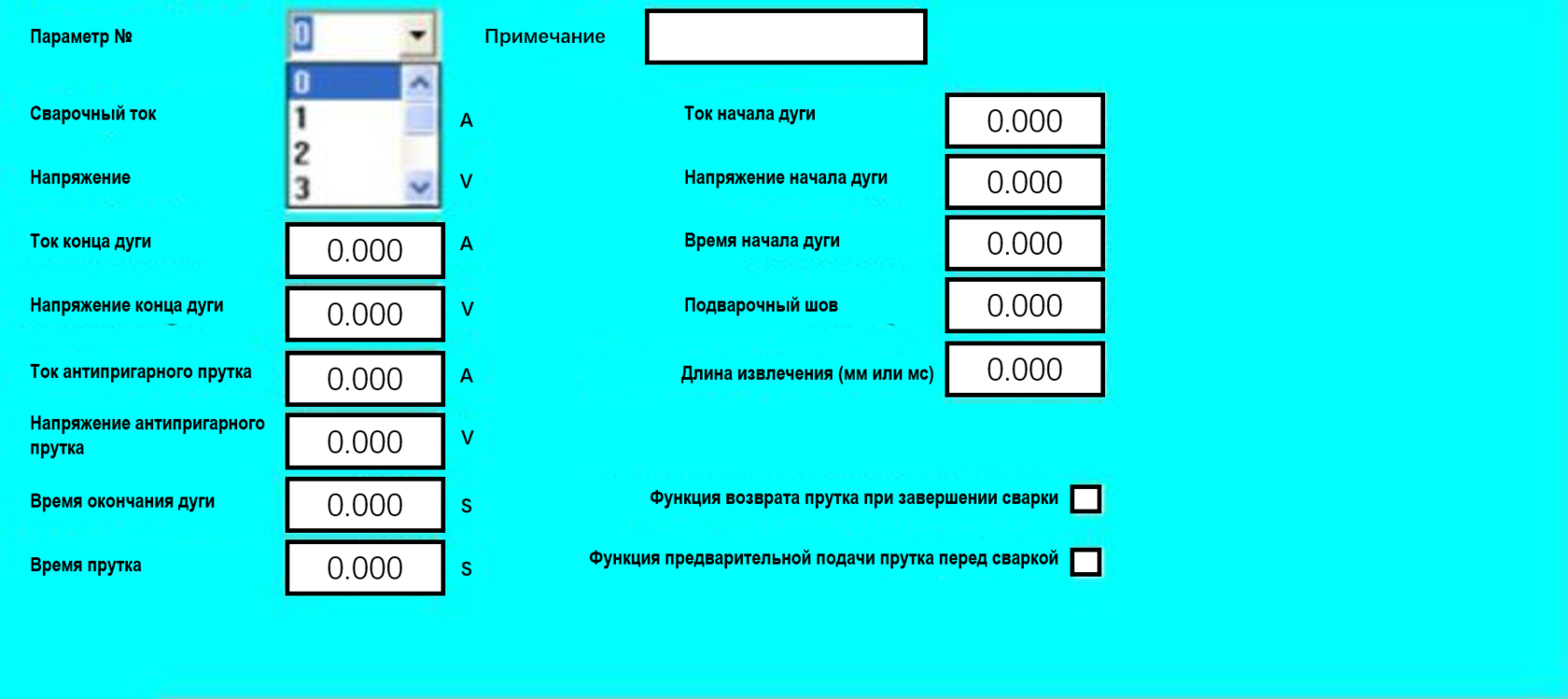
Легкая настройка параметров, связанных со сваркой: сварочный ток и напряжение, ток и напряжение поджига дуги и заварки кратера, время предварительной продувки газом и время продувки газом по окончанию сварки задаются посредством сварочных таблиц.
Гибкая система изменения параметров сварки
Сварочные инструкции поддерживают корректировку сварочного тока и напряжения непосредственно в сварочной программе. Это позволяет удобно регулировать сварочные параметры прямо в процессе написания программ.
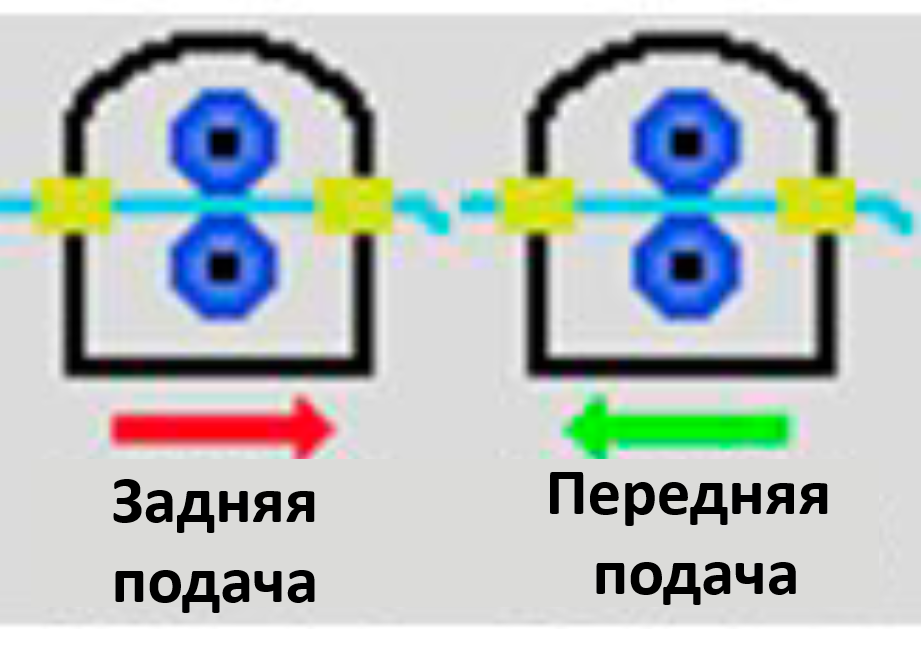
Функция возврата проволоки
Когда данная функция активирована, при переходе между сварочными швам (холостые перемещения) робот будет автоматически уменьшать вылет сварочной проволоки. Это происходит для предотвращения возможности столкновения проволоки с деталями и оснасткой, что препятствует смещению деталей и предотвращает загиб кончика проволоки.

Функция горячего старта
(предварительная подача проволоки)
(предварительная подача проволоки)
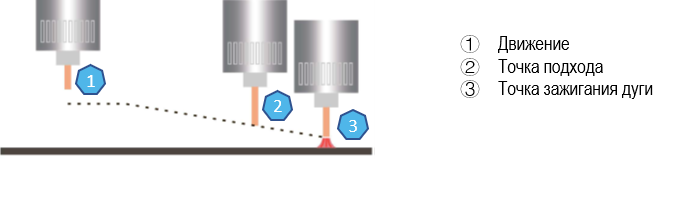
В обычном режиме поджиг дуги производится следующим образом. Сначала происходит позиционирование робота в начальной точке сварки, затем начинается предварительная подача газа и подача проволоки. Дуга зажигается в момент касания проволоки свариваемой детали. За счет того, что подача проволоки в момент запуска сварки происходит достаточно медленно, мы имеем значительную временную паузу между позиционированием робота и поджигом дуги. Когда функция горячего старта активна, робот начинает подачу проволоки для поджига дуги заранее, в точке подхода к месту сварки. Это позволяет сделать поджиг в точке старта сварки практически мгновенным и значительно сократить общее время цикла сварки изделия.
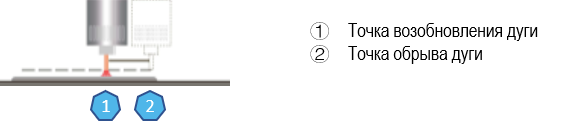
Функция повторного поджига дуги
Данная функция предназначена для повторного поджига дуги, если она по каким либо причинам погасла. Если данная функция активна, то при прерывании дуги робот возвращается на некоторое расстояние назад по сварочной траектории, производит поджиг дуги заново и продолжает выполнение программы.
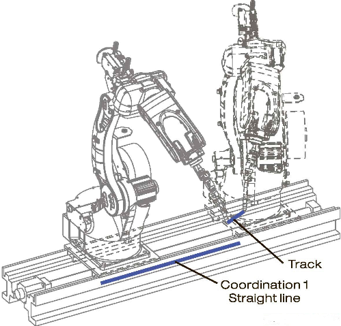
Линейная синхронизация (интерполяция)
Опция линейной синхронизации позволяет роботу совершать синхронные (согласованные) движения совместно с внешними линейными осями, направление которых должно соответствовать направлениям осей Х, Y, Z абсолютной системы координат робота. Данная опция позволяет роботу совершать линейные перемещения не отрываясь от своего производственного процесса. Это к примеру позволяет роботу с помощью трека производить сварку протяженных соединений сложной геометрии без отрыва горелки на всей протяженности сварного шва.
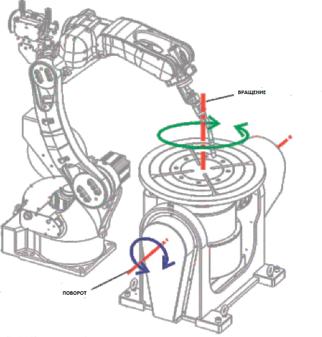
Круговая синхронизация (интерполяция)
Круговая синхронизация позволяет роботу согласовывать свои движения с движениями внешних дополнительных осей вращения. Робот способен совершать синхронные движения совместно с позиционером, имеющим одну или более осей вращения. Это позволяет роботу выполнять полный охват даже очень больших деталей с возможностью выбора для себя наиболее удобной точки подхода и положения сварного соединения в пространстве. Данная технология позволяет совершать операции, где требуется выполнить сплошной шов на изделии со сложной геометрией без перепозиционирования робота в процессе сварки.
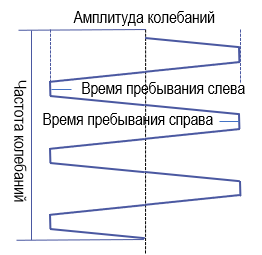
Z-образные колебания
Z-образные колебания: при включении данной функции сварочная горелка робота совершает Z-образные колебания во время сварочного процесса. Направление колебаний перпендикулярно направлению движения сварочной горелки.
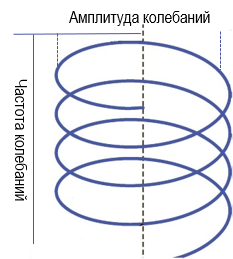
Кольцевые колебания
Дуговые колебания: если активировать данную функцию, то во время сварочного процесса горелка робота будет совершать круговые колебания. .
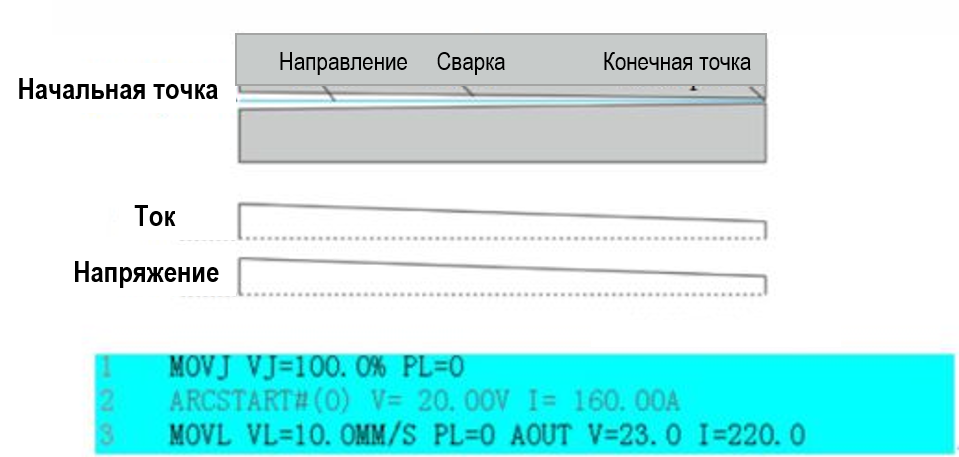
Функция плавной коррекции сварочных параметров
Функция плавной коррекции сварочных параметров может использоваться для сварки сложных изделий, где требуется плавное изменение параметров непосредственно по ходу сварочного процесса. Во время выполнения сварного шва можно использовать плавное изменение тока и напряжения на заданное значение. Необходимо лишь задать исходные параметры тока и напряжения в желаемой точке начала плавной регулировки параметров и установить конечные значения в нужной точке. Процесс изменения параметров является линейным.
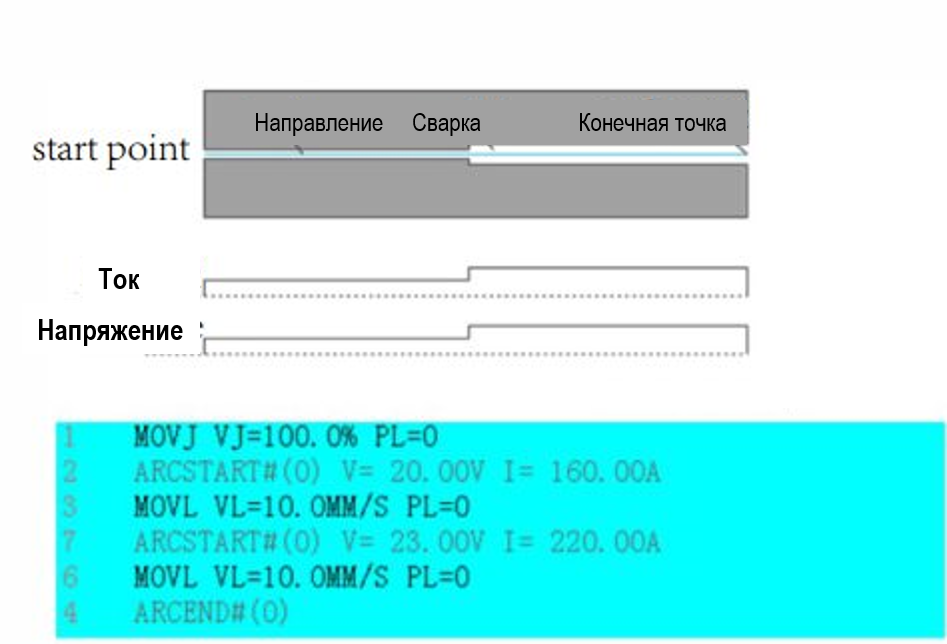
Функция мгновенной коррекции сварочных параметров
Функция мгновенной коррекции сварочных параметров может использоваться для сварки сложных изделий, где требуется мгновенное изменение тока и напряжения непосредственно во врем сварочного процесса. Необходимо лишь задать новые сварочные параметры в требуемой точке и во время сварочного процесса именно в этом месте произойдет мгновенное изменение тока и напряжения.
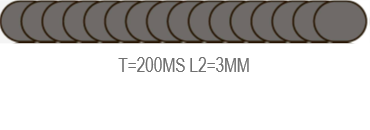
Чешуйчатый шов/Прерывистый шов
Функция чешуйчатого шва представляет собой технологию сварки точками. Функция легка в применении, задается лишь время установки прихватки и шаг. Функция прерывистого шва позволяет выполнить такой шов задав лишь траекторию, длину стежка и шаг.
Слежение за сварочной дугой по току
Данная функция поможет компенсировать позиционные отклонения сварного соединения в пространстве. Если сварочное соединение имеет зазор или разделку и сварочный шов выполняется с колебаниями, данная функция идеально подойдет. С помощью дополнительного датчика робот осуществляет контроль тока во время сварочного процесса. Фиксируя наименьшие и наибольшие значения по ходу траектории робот определяет центр разделки и кромки сварного соединения и корректирует запрограммированную траекторию движения относительно реального положения детали.. Примечание: для работы данной функции необходим дополнительный датчик отслеживания дуги CAW-V1.
Оптическое слежение за швом
Для работоспособности данной функции сварочный робот-манипулятор оснащается дополнительным датчиком оптического слежения за сварочным швом. Данный датчик позволяет как предварительно производить поиск сварных соединения, так и осуществлять онлайн корректировку траектории непосредственно во врем сварки. Слежение осуществляется за счет проецирования лазерного луча на сварное соединение. На основе заданных параметров (зазор, разделка, вид соединения) система определяет реальное положение шва и корректирует сварочную траекторию.
Функция многопроходной сварки
Используя функцию многопроходной сварки необходимо всего лишь один раз обучить робота сварочной траектории, а затем с помощью инструкции скорректировать скорость и сварочные параметры для требуемого количества проходов. Это значительно сокращает время программирования и уменьшает его сложность.
Слежение с фиксированной точкой
Функция оптического слежения с фиксированной точкой предназначена для сварки протяженных кольцевых или линейных швов. Для работоспособности данной функции необходима внешняя ось. Движение по ходу сварочной траектории осуществляется за счет вращение позиционера или движения робота по линейной оси. Сам робот при этом остается практически неподвижным и совершает минимальные перемещения для компенсации смещения реального сварного шва от запрограммированного. Определение положения сварного соединения осуществляется за счет датчика оптического слежения.
Роботизированная сварка - преимущества
Бескомпромиссное качество роботизированной сварки и разработки компании в области робототехники, сварочных технологий и оборудования привели к появлению новейших технологий, которые перевели роботизированную сварку на качественно новый уровень и обеспечила:

Высокое качество
- Высокое качество и эстетику лицевых сварочных швов;
- Высокую производительность и скорость сварки;
- Обеспечение плавного подхода к точке начала сварки, в результате чего улучшается и качество сварки;
- Высокую производительность и скорость сварки;
- Обеспечение плавного подхода к точке начала сварки, в результате чего улучшается и качество сварки;
Снижение затрат
- На зачистку около шовной зоны из-за практически полного отсутствия разбрызгивания;
- На устранение дефектов сварочных швов;
- Сварка листов 1,0 мм проволокой диаметром 1,2 мм;
- На устранение дефектов сварочных швов;
- Сварка листов 1,0 мм проволокой диаметром 1,2 мм;
Удобство
- Улучшенная ремонтопригодность позволяет смазывать оси робота без съема горелки;
- Быстрый, легкий в обслуживании дизайн;
- Улучшенные возможности подачи проволоки;
- Быстрая связь с другими компонентами через CAN интерфейс;
- Максимально удобное использование дисплея.
- Быстрый, легкий в обслуживании дизайн;
- Улучшенные возможности подачи проволоки;
- Быстрая связь с другими компонентами через CAN интерфейс;
- Максимально удобное использование дисплея.
Реализованные проекты
MIG/MAG сварка
TIG сварка
Наш каталог сварочных роботов предлагает широкий выбор оборудования для производственных нужд. У нас в наличии много моделей роботов, подходящих для различных задач сварки. Сварочные роботы могут эффективно выполнять сложные манипуляции на производстве.
Цены на сварочных роботов в нашем каталоге всегда выгодные. Мы предлагаем конкурентоспособные цены на роботов с манипуляторами для дуговой сварки. Гарантия на все роботы обеспечивает надежное использование оборудования на протяжении длительного времени.
Если вам необходимо купить сварочного робота, мы предоставим вам выгодное предложение. Доставка сварочных роботов осуществляется по всей России, гарантируя вам быструю и надежную поставку.
Не упустите возможность купить сварочного робота по привлекательной цене. В нашем каталоге вы найдете разнообразные модели роботов, предназначенных для производства, оснащенных передовыми манипуляторами для эффективной сварки.
Цены на сварочных роботов в нашем каталоге всегда выгодные. Мы предлагаем конкурентоспособные цены на роботов с манипуляторами для дуговой сварки. Гарантия на все роботы обеспечивает надежное использование оборудования на протяжении длительного времени.
Если вам необходимо купить сварочного робота, мы предоставим вам выгодное предложение. Доставка сварочных роботов осуществляется по всей России, гарантируя вам быструю и надежную поставку.
Не упустите возможность купить сварочного робота по привлекательной цене. В нашем каталоге вы найдете разнообразные модели роботов, предназначенных для производства, оснащенных передовыми манипуляторами для эффективной сварки.
Остались вопросы по сварочным роботам?
Если у Вас остались вопросы или Вы хотите получить коммерческое предложение, то заполните, пожалуйста, необходимые поля и наш менеджер свяжется с Вами в течение 24 часов.
Московская область, г. Одинцово,
Можайское шоссе, 8к1
Можайское шоссе, 8к1
8 800 100 2988
8 495 111 7689
info@crp-robot.ru
8 495 111 7689
info@crp-robot.ru